Soğuk Basınçlı Kaynak Tekniği (Diyagramlı)
Bu makaleyi okuduktan sonra uygun diyagramlar yardımıyla soğuk basınçlı kaynak tekniğini öğreneceksiniz.
Soğuk kaynak veya soğuk basınçlı kaynakta, malzemeler yalnızca basınç uygulanarak oda sıcaklığında kucağına veya alın eki şeklinde birleştirilir. Böyle bir bağlantının başarılı olması için birleştirilecek parçalardan birinin yüksek sünekliğe sahip olması ve aşırı iş sertliği sergilememesi esastır.
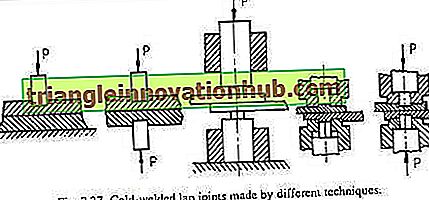
Soğuk basınçlı kaynakla birleştirilecek parçalar, yüzeylerdeki kirleticileri gidermek için yağdan arındırmak, tel fırçalamak ve kazımak suretiyle iyice temizlenir. Lapa kaynağında, levha kalınlığı 0-2 ila 15 mm arasında değişebilir ve bağlantı tek veya çift kalıp yardımı ile etkilenir ve bağlantı şekli Şekil 2.37'de gösterildiği gibi değişir. Kalıp yarıçapı iş parçası kalınlığına göre değişir ve kaba kural r = (1-3) t olup, burada t sac kalınlığıdır.
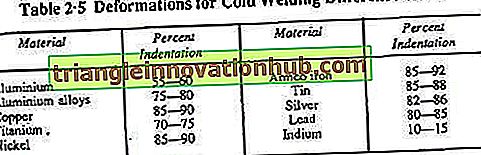
Deformasyon miktarı, soğuk basınçlı kaynak işleminde önemli bir faktördür ve metalin özelliklerine ve kalınlığının yanı sıra birleştirme ve yüzey hazırlığı tipine de bağlıdır. Tablo 2-5, farklı metallerin başarılı soğuk kaynağı için girinti yüzdesini göstermektedir.
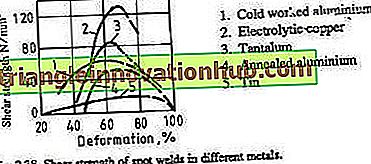
Hem spot hem de dikiş soğuk kaynak yapılabilir. Punta kaynaklarının bir fonksiyonu olarak kayma dayanımı, metallerin bazıları Şekil 2.38'de gösterilmiştir. Aynı kaynak, kalıbı dikişin tüm uzunluğu boyunca zorlayarak veya bir rulo kullanarak da yapılabilir. Deformasyonun sonunda bakır ve tavlanmış alüminyum için kalıp basıncı sırasıyla 1960 N / mm2 ve 290 - 580 N / mm2 olmalıdır.
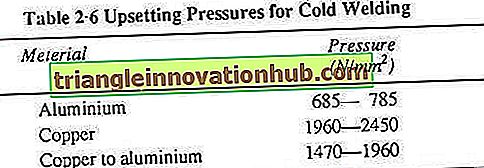
Alın, kaynak, bakır, alüminyum, alüminyum alaşımları, kurşun, kalay, kadmiyum, nikel ve titanyum gibi çubukların çubuk, şerit ve tel formlarında soğuk kaynağı ile yapılabilir. Bazı metallerde soğuk kaynak yapmak için gereken basınçlar Tablo 2.6'da verilmiştir ve bunları dişli kelepçelerde tutmak için gereken basınç, sırasıyla alüminyum ve bakır için dövme basınçlarından% 50 ve% 80 daha yüksek olmalıdır.
Alın kaynaklı kaynaklar genellikle ana metalden daha yüksek dayanıma sahiptir, çünkü mafsal sertleşmiştir. Bununla birlikte, basıncın uygulanma oranının kaynak bağlantı noktası özellikleri üzerinde bir etkisi yoktur, dolayısıyla kaynak yüksek hızda yapılabilir. Endüstride alüminyumda 700 mm2'ye kadar popo derzleri için güç presleri kullanılmaktadır.
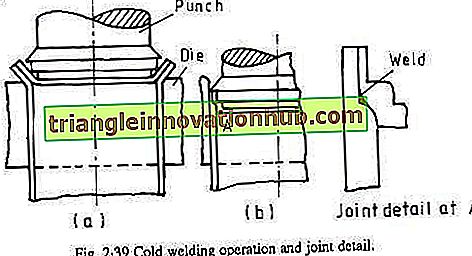
Soğuk kaynakların ticari uygulamaları arasında, yiyeceklerin paketlenmesi, alüminyum kablo kılıflarının kapatılması ve yarı iletken cihazların kılıfları, elektroliz hücreleri, iletişim hatları ve tramvay telleri için tel ve bara eklemlerinin kucak ve alın bağlantıları için, Şekil 2.39'da gösterildiği gibi teneke bağlantılar bulunmaktadır. .
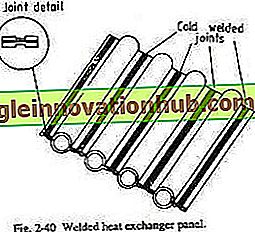
Tipik bir soğuk basınçlı kaynak uygulaması, işlemin, Şekil 2.40'da gösterildiği gibi 2500 mm x 380 mm'ye kadar olan büyük ebatlı tabakalarda entegre boru geçişleri yapmak için kullanıldığı, buzdolapları için ısı eşanjörlerinin imalatındadır.